A merülőíves hegesztési eljárás a legideálisabb választás a csővezetékek, nyomástartó edények és tartályok fontos alkalmazási területein, a pályagyártásban és a nagyobb építkezésekben.Ennek a legegyszerűbb egyhuzalos formája, kettős vezetékes szerkezete, sorozatú kettős vezetékes szerkezete és több vezetékes szerkezete van.
A süllyesztett ívhegesztési folyamat számos hegesztési alkalmazásban előnyös lehet a felhasználók számára, a megnövekedett termelékenységtől a jobb munkakörülményeken át az állandó minőségig és így tovább.Azoknak a fémgyártó üzemeknek, amelyek a merülőíves hegesztési eljárás módosítását fontolgatják, gondolniuk kell az eljárásból származó számos előnyre.
A merülőíves hegesztés alapismeretei
A merülőíves hegesztési eljárás alkalmas csővezetékek, nyomástartó edények és tartályok nehéz ipari alkalmazási követelményeihez, mozdonyépítéshez, nehéz építkezéshez/kitermeléshez.Ideális a nagy termelékenységet igénylő iparágakban, különösen azokban, ahol nagyon vastag anyagok hegesztésére van szükség, amelyek nagy hasznot húzhatnak a merülőíves hegesztési eljárásból.
Magas leválasztási sebessége és haladási sebessége jelentős hatással lehet a dolgozók termelékenységére, hatékonyságára és gyártási költségeire, ami a merülőíves hegesztési eljárás egyik legfontosabb előnye.
További előnyök: kiváló kémiai összetételű és mechanikai tulajdonságokkal rendelkező hegesztési varratok, minimális ív láthatóság és alacsony hegesztési füst, jobb munkakörnyezeti kényelem, valamint jó hegesztési forma és orrvonal.
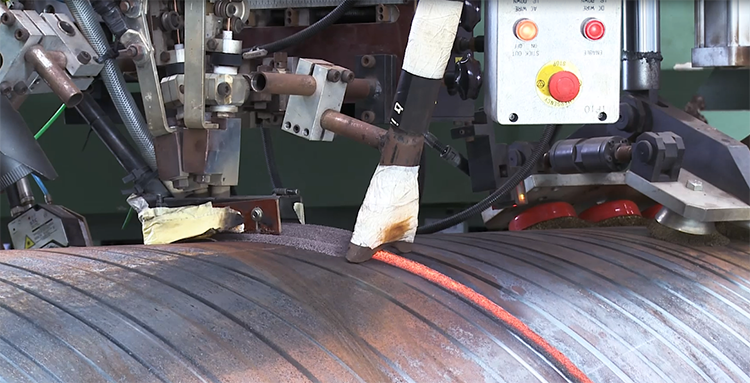
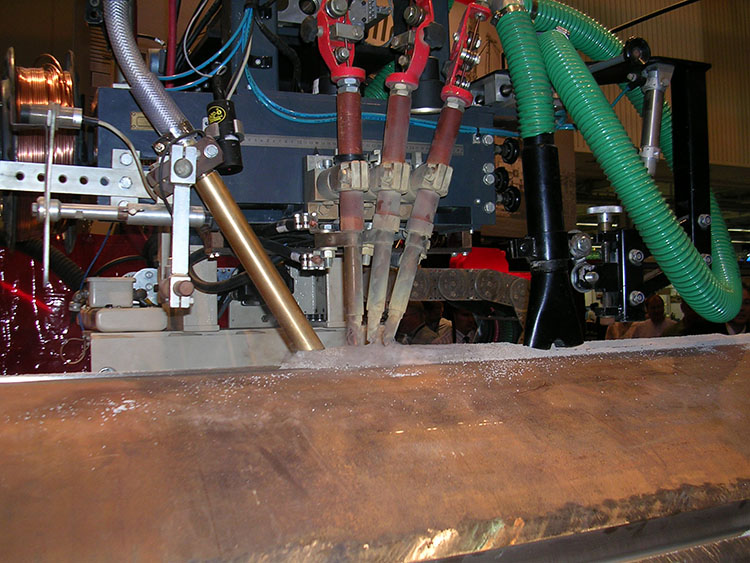
A merülőíves hegesztés egy huzaladagoló mechanizmus, amely szemcsés fluxus segítségével választja el az ívet a levegőtől.Ahogy a neve is sugallja, az ív a fluxusban van eltemetve, ami azt jelenti, hogy a paraméterek beállításakor az ív láthatatlan a következő fluxusréteg áramlásával.
A huzalt folyamatosan táplálja a hegesztési varrat mentén mozgó pisztoly.Az ívfűtés megolvasztja a huzal egy részét, a fluxus egy részét és az alapanyagot, így olvadt medence keletkezik, amely kondenzálva hegesztési salakréteggel borított hegesztési varrat képződik.
A hegesztőanyag vastagsági tartománya 1/16 "-3/4", amely 100%-os áteresztő hegesztés lehet egymenetes hegesztéssel, ha a falvastagság nincs korlátozva, akkor több menetes hegesztés is lehet, és megfelelő elvégzése a hegesztési varrat előkezelési kiválasztása, és a megfelelő huzalfluxus kombináció kiválasztása.
Folyasztószer és vezeték kiválasztása
A megfelelő folyasztószer és huzal kiválasztása egy adott merülőíves hegesztési folyamathoz kritikus fontosságú ahhoz, hogy ezzel az eljárással a legjobb eredményt érjük el.Bár a merülőíves hegesztési eljárás önmagában is hatékony, a termelékenység és a hatékonyság még a felhasznált huzal és folyasztószer alapján is növelhető.
A fluxus nemcsak a hegesztési medencét védi, hanem hozzájárul a varrat mechanikai tulajdonságainak és termelékenységének javításához is.A fluxus összetétele nagymértékben befolyásolja ezeket a tényezőket, befolyásolja az áramhordozó kapacitást és a salakfelszabadulást.Az aktuális teherbírás azt jelenti, hogy a lehető legmagasabb leválasztási hatékonyság és jó minőségű hegesztési profil érhető el.
Egy adott folyasztószer salakfelszabadulása befolyásolja a folyasztószer kiválasztását, mivel egyes folyasztószerek jobban illeszkednek egyes hegesztési tervekhez, mint mások.
A merülőíves hegesztés folyasztószer-választási lehetőségei közé tartozik az aktív és a semleges hegesztés.Alapvető különbség, hogy az aktív fluxus megváltoztatja a varrat kémiáját, míg a semleges fluxus nem.
Az aktív fluxust a szilícium és a mangán bevonása jellemzi.Ezek az elemek segítenek megőrizni a hegesztési varrat szakítószilárdságát nagy hőbevitel mellett, segítik a hegesztési varrat sima maradását nagy haladási sebességnél és jó salakleválasztást biztosítanak.
Összességében az aktív fluxus segíthet csökkenteni a rossz hegesztési minőség, valamint a drága hegesztés utáni tisztítás és utómunkálatok kockázatát.
Ne feledje azonban, hogy az aktív fluxus általában a legjobb egy- vagy kétmenetes hegesztéshez.A semleges fluxusok jobbak a nagy, többjáratú hegesztéseknél, mert segítenek elkerülni a törékeny, repedésérzékeny varratok kialakulását.
Számos huzallehetőség létezik a merülőíves hegesztéshez, mindegyiknek megvannak az előnyei és hátrányai.Egyes huzalokat nagyobb hőbevitellel történő hegesztésre tervezték, míg másokat kifejezetten úgy terveztek, hogy olyan ötvözeteket tartalmazzanak, amelyek segítik a folyasztószert a hegesztési varrat megtisztításában.

Vegye figyelembe, hogy a huzal kémiai tulajdonságai és a hőbevitel kölcsönhatása befolyásolhatja a varrat mechanikai tulajdonságait.A termelékenység is nagymértékben javítható a töltőfém kiválasztásával.
Például egy fémmagos huzal merülőíves hegesztési eljárással történő használata 15-30 százalékkal növelheti a leválasztás hatékonyságát a tömör huzal használatához képest, miközben szélesebb, sekélyebb behatolási profilt is biztosít.
Nagy haladási sebességének köszönhetően a fémmagos huzal csökkenti a hőbevitelt is, így minimálisra csökkenti a hegesztési torzulás és a kiégés kockázatát.Ha kétségei vannak, forduljon a töltőfém gyártójához, hogy meghatározza, melyik huzal és folyasztószer kombináció a legjobb egy adott alkalmazáshoz.
Feladás időpontja: 2023. június 27